 Ukrainian
Ukrainian English
English
завідувач відділу, кандидат технічних наук
Відділ загальних проблем техніки і технології дугового зварювання

Майданчук Тарас Борисович
Склад відділу
Загальна чисельність працівників 11 (8 наукових співробітників, 3 технічні співробітники).
- 1Майданчук Тарас Борисович
- 2Ілюшенко Валентин Михайлович
- 3Ганчук Андрій Володимирович
заступник завідувача відділу
Тел.: +38 044 205-21-69
- 4Лук'янченко Євгенія Павлівна
молодший науковий співробітник
- +38 044 205-21-67
- pwi_37@ukr.net
- 5Бондаренко Анатолій Миколайович
завідуючий групою
Тел.: +38 044 205-21-67
- 6Степченко Дмитро Миколайович
завідуючий групою
Тел.: +38 044 205-23-88
+ 38 044 205-23-98
Напрямки діяльності
• створення нових і вдосконалення існуючих способів автоматизованого електрошлакового та дугового зварювання під флюсом, в захисних газах і відкритою дугою;
• розробка нових прийомів і техніки автоматизованого електрошлакового та дугового зварювання в різних просторових положеннях, в тому числі й монтажних умовах;
• технологія і металургія зварювання і наплавлення міді та її сплавів.
Поряд з виконанням науково-дослідних і дослідно-конструкторських робіт відділ виготовляє та передає замовнику дослідні зразки нової техніки (автомати підвісного та тракторного типу, монтажні апарати, та ін.), дослідні партії нових зварювальних матеріалів на основі міді та її сплавів, а також здійснює авторський нагляд при їх впровадженні на виробництві.
Приклади реалізації наукових досягнень при створенні наукомісткої продукції
Нова техніка: (легкі монтажні апарати серії АД-300) автоматизованого дугового зварювання вертикальних і горизонтальних швів успішно впроваджені:
– в суднобудуванні при зварюванні монтажних стиків в цехових умовах і на стапелі;
– в резервуаробудуванні як при полистовому способі монтажу стінки резервуара, так і при блоковому (резервуари місткістю 10-20-50 тис. м³);
– при будівництві кожуха доменної печі №5 на Єнакіївському металургійному заводі та парку декомпозерів на Миколаївському глиноземному заводі;
– малогабаритний автомат типу СТ-37 застосований на Дарницькому вагоноремонтному заводі для автоматизованого зварювання балок торцевих стінок кузова залізничних напіввагонів;
– розроблені, запатентовані та атестовані для впровадження на ряді промислових підприємств зварювальні матеріали для зварювання міді та мідних сплавів:
покриті електроди:
марок АНЦ-3М – для зварювання міді з/без підігріву до 10 мм з високими показниками по електропроводності;
АНБА-1 – для зварювання складнолегованих алюмінієвих бронз;
АНБО-1, АНБО-2 – для зварювання олов’яних та високоолов’яних бронз;
металопорошкові дроти:
ПДМ-1 – для зварювання та наплавлення міді з високими показниками електро- та теплопровідності;
ПД БрХЦр – для наплавлення бронз типу БрХЦр;
ПД БрОФ10-1 – для наплавлення бронзи БрО10Ф1;
композитні дроти:
ПД БрАН, ПД БрАЖМц – для наплавлення складнолегованих алюмінієвих бронз.
Поточні проєкти
- Відомча тема НАН України 1.6.1.1.37.4 «Дослідження та розробка високопродуктивних технологій дугового зварювання низьколегованих сталей та наплавлення сплавів на мідній основі при комбінованому захисті зварювальної ванни».
- Науково-дослідна робота молодих учених НАН України 1.6.2.2.37.60.24 «Дослідження еколого-гігієнічних характеристик покритих електродів для дугового зварювання мідних сплавів»
Науково-дослідні та технологічні роботи по відпрацюванню та вдосконаленню технологій зварювання і наплавлення мідних сплавів з урахуванням підвищених експлуатаційних вимог.
Перспективні розробки
В межах виконання відомчих тем розроблені та успішно випробувані технологія та устаткування: для комбінованих процесів зварювання, в яких використовуються два джерела нагріву, а саме:
• електрошлакове зварювання в монтажних умовах;
• плазмова дуга + дуга в захисному газі (MIG/MAG);
• занурена дуга в захисному газі + дуга під флюсом двоелектродним процесом;
• нові зварювальні матеріали для міді та мідних сплавів, аналоги яких відсутні в Україні.
Ці технології дозволяють виконувати зварювання металу товщиною від 6 до 100 мм за один прохід з мінімальним тепловкладенням і поліпшеними, в порівнянні з традиційними способами, властивостями металу шва та зони термічного впливу.
Відпрацьована техніка та технологія зварювання стикових, кутових і таврових з’єднань. Використання двохелектродного зварювання дозволяє зварювати стикові шви товщиною 6 – 10 мм по зазору, рівному товщині металу за один прохід.
Розроблена та впроваджена технологія зварювання сталей в монтажних умовах з примусовим формуванням швів товщиною до 60 мм в різних просторових положеннях.

Розроблено, виготовлено та впроваджено обладнання і спеціальне оснащення для електрошлакового зварювання елементів посилення прийомів поясів будівельних колон типу “мальтійський хрест”, розроблено та впроваджено в промисловості апарат нового покоління АШ 115М2 для ЕШЗ проволоками неповоротних криволінійних стиків товщиною 40…200 мм, який не має аналогів в зварювальному обладнанні.

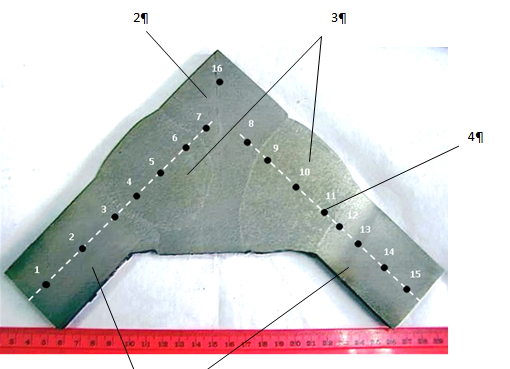
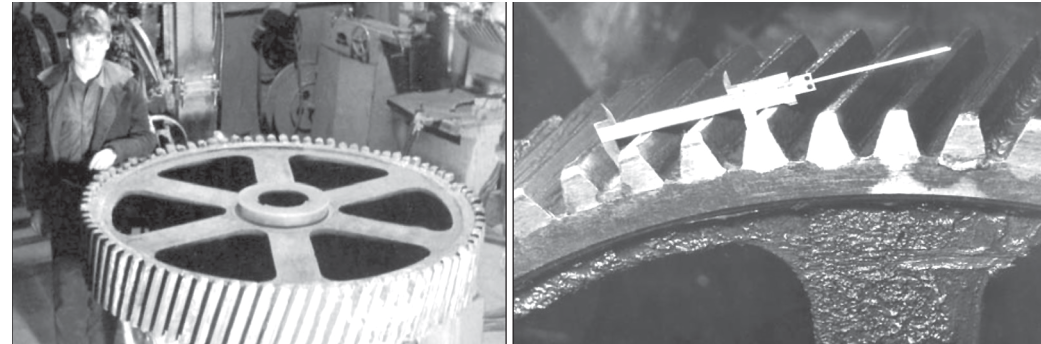
ВІДНОВЛЕННЯ ЗНОШЕНИХ КОСОЗУБИХ ВЕЛИКОМОДУЛЬНИХ ШЕСТЕРЕНЬ ЕЛЕКТРОШЛАКОВИМ НАПЛАВЛЕННЯМ
Нові технології та електродні матеріали для зварювання і наплавлення міді та її сплавів широко використовуються в різних галузях промисловості при виготовленні відповідальних зварних конструкцій та деталей, а також для отримання біметалевих виробів – мідні сплави+сталь, при ремонті дефектів бронзового литва.


Найважливіші публікації
1. Илюшенко В.М., Лысенко В.А., Петриченко В.Н. Автоматизированная сварка монтажных стыков вертикальных цилиндрических резервуаров из рулонированных конструкций. Сварщик. №2. 2012. С. 22-23.
2. Илюшенко В.М., Ганчук А.В., Слободян А.Н., Степченко Д.М. Технологические возможности двухдуговой комбинированной сварки «плазма+MAG». Сварщик. №1. 2013. С. 8-10.
3. Сварка и наплавка меди и сплавов на ее основе / Сост.: В. М. Илюшенко, Е. П. Лукьянченко. – К.: Международная ассоциация «Сварка», 2013. – 396 с.
4. Аношин В.А., Илюшенко В.М. Влияние поверхностно-активных элементов на образование кристаллизационных трещин. Автоматическая сварка. №10. 2018. С. 17-26
5. T. B. Majdanchuk, W. M. Iljuszenko, A. N. Bodarenko. Effect of modifying and alloying elements on the structure and properties of surfaced layers made of high-tin bronze // Biuletynu IS. – 2017. – №1. – р. 46-49.
6. Ілюшенко В. М., Майданчук Т. Б., Бондаренко А. М., Лук’янченко Є. П., Ударцева Т.Є., Андрійчук Д.І. Відновлення торцевої частини мідних газо-кисневих камер дугових сталеплавильних печей. Сучасна електрометалургія. №4. 2019. С. 38-44.
Патенти на винаходи
1. А. с.№106954 UA, В23К 35/365(2006.01). Склад електродного покриття для зварювання та наплавлення олов’яних бронз / Ілюшенко В. М., Майданчук Т. Б., Аношин В. О., Скорина М. В. – №а 2013 14841; Заявл.18.12.2013; Опубл. 27.10.2014. Бюл. №20.
2. А. с. № 108460 UA. В23К 35/365(2006.01). Електродне покриття для зварювання та наплавлення алюмієвих бронз / Ілюшенко В. М., Аношин В. О., Майданчук Т. Б., Скорина М. В., Вавілов О. В., Кантор О. Г. – №а 201408227; Заявл. 21.07.2014; Опубл. 27.04.2015. Бюл. №8.
3. А. с. № 116817 UA, В23К 35/36 (2006.01). Порошковий дріт для зварювання та наплавлення високоолов’яних бронз. Ілюшенко В.М., Майданчук Т.Б., Бондаренко А.М., Аношин В.О., Вавілов О.В., Кантор О.Г. – №а 2016 05336; Заявл.17.05.2016; Опубл. 10.05.2018. Бюл. №9.
Патенти на винаходи
1. А. с.№106954 UA, В23К 35/365(2006.01). Склад електродного покриття для зварювання та наплавлення олов’яних бронз / Ілюшенко В. М., Майданчук Т. Б., Аношин В. О., Скорина М. В. – №а 2013 14841; Заявл.18.12.2013; Опубл. 27.10.2014. Бюл. №20.
2. А. с. № 108460 UA. В23К 35/365(2006.01). Електродне покриття для зварювання та наплавлення алюмієвих бронз / Ілюшенко В. М., Аношин В. О., Майданчук Т. Б., Скорина М. В., Вавілов О. В., Кантор О. Г. – №а 201408227; Заявл.21.07.2014; Опубл. 27.04.2015. Бюл. №8.
3. А. с. № 116817 UA, В23К 35/36 (2006.01). Порошковий дріт для зварювання та наплавлення високоолов’яних бронз. Ілюшенко В.М., Майданчук Т.Б., Бондаренко А.М., Аношин В.О., Вавілов О.В., Кантор О.Г. – №а 2016 05336; Заявл.17.05.2016; Опубл. 10.05.2018. Бюл. №9.
Ресурси відділу
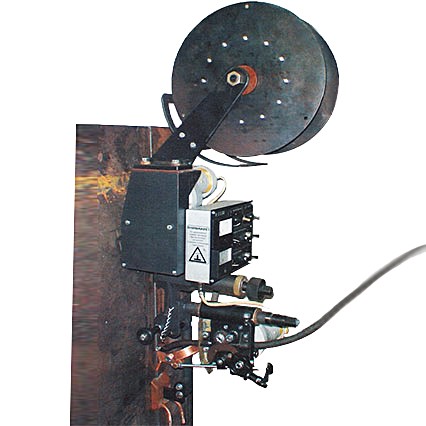
Короткий технічний опис на апарат зварювання АД-381Ш
При цьому зварювальний шов може бути:
Прямолінійним, криволінійним, похилим, вертикальним.
Для зварювання підходять вуглецеві,низьколеговані,аустенітні та інші типи сталей.
Пристрій та робота
Конструкція зварювального апарату АД-381Ш забезпечує швидке проведення складання в робочий стан (розбирання в стан для зберігання та транспортування). На апарат встановлені 2 механізми подачі, що мають роздільне регулювання швидкості руху дроту.

Стабільність цього параметра контролюється та підтримується мікропроцесорною системою, яка забезпечує керування та іншими робочими параметрами, наприклад, швидкістю руху автомата. Завдяки такій програмній реалізації досягнуто стабільність заданих параметрів робочого режиму, незалежно від таких факторів, як коливання амплітуди напруги живлення та зміна навантаження при русі.
У блок керування встановлено цифровий індикатор, що відображає наступні параметри: Швидкість зварювання, швидкість руху обох електродів, напруга на обох електродах.
Застосування апарату забезпечує стабільну якісну повторюваність зварного шва.
Короткий технічний опис на апарат зварювання АД-381Ш
Апарат нового покоління для електрошлакового зварювання АД-381Ш розроблений в Інституті електрозварювання ім. Є.О.Патона НАН України. Співробітники Інституту здійснюють інженерний супровід, випробування та адаптацію зварювального обладнання до умов виробництва Замовника.
Зварювальний апарат АД-381Ш призначений для автоматичного електрошлакового зварювання прямовисних та похильних як прямолинійних, так і криволинійних швів металу товщиною 30…100 мм. Матеріалом зварюваних металоконструкцій можуть бути вуглецеві та низькольоговані сталі підвищеної міцності, а також аустенітні.

Технічні характеристики:
Товщина зварюваного металу, 30 – 100 мм
Кількість електродів, 2 шт.
Діаметр електродів, 3 мм.
Зварювальний струм на кожний електрод при ПВ 100%, не більше, 1000 А . Швидкість подання електроду, 0…450 м/год.
Швидкість переміщення автомату, 2 – 6 м/год.
Вага апарату, не більше, 60 кг.
Апарат АД-381Ш оснащений двома подаючими механізмами із роздільним незалежним регулюванням швидкості подачі кожного з дротів. Мікроконтролерна система управління апарату надійно стабілізує подачу електродів та переміщення апарату при будь-яких змінах навантаження та коливаннях напруги живлючої мережі, а також дозволяє легко задавати потрібні величини швидкостей та здійснювати їх контроль в процесі зварювання. Блок управління оснащений цифровими індикаторами швидкості зварювання (м/год), швидкості подачі кожного електрода (м/год) та напруги зварювання на кожному електроді (В). Апарати АД-381Ш успішно використовуються спеціалістами ВАТ «Арселор Міттал» при ремонті та спорудженні металургійних агрегатів. Зокрема застосування цього апарату дозволило успішно провести ремонт корпусу найбільшої в Європі доменної печі ДП-9. Ці апарати успішно використовувались при будівництві та ремонті корпусів всіх доменних печей та конверторів на ВАТ «Арселор Міттал». На Єнакієвському металургійному заводі було застосоване електрошлакове зварювання із використанням апарату АД-381Ш для виконання всіх прямовисних швів корпусу при спорудженні доменної печі ДП-5, їх об’єм склав 120 погонних метри або 20% від загальної протяжності всіх швів корпусу доменної печі. На ВАТ «Балтийский завод» введено в експлуатацію апарат АД-381Ш для виконання протяжних прямолінійних швів металоконструкцій із сталі 08Х18Н10Т в товщинах 40…50 мм. Використання способу автоматичного електрошлакового зварювання, який характеризується високою стійкістю протікання процесу, сприяє отриманню зварних з’єднань стабільно повторюваної високої якості. Відсутність підвищених вимог до підготовки кромок, можливість використання стандартних зварювальних матеріалів, висока продуктивність та економічність роблять цей спосіб зварювання найбільш переважним для виконання протяжних вертікальних стикових з’єднань металу товщиною 30…100 мм, як при монтажі, так і в стаціонарних умовах. Запропонований апарат є унікальним.